
Stainless Steel Weld Grinding: The Definitive Grit Sequence for Mirror-Finish Results
stainless steel weld grinding best grit sequence is the core factor affecting processing effect. Reasonable stainless steel weld grinding best grit sequence can avoid grinding burn and surface damage. Grinding welds on stainless steel is a balancing act between aggressive material removal and surface integrity. Unlike carbon steel, stainless steel is highly sensitive to heat; the wrong sanding belt or improper grit sequence will ruin workpiece quality. Mastering stainless steel weld grinding best grit sequence helps you create seamless structural joint and pharmaceutical-grade mirror finish easily.
This guide shares verified stainless steel weld grinding best grit sequence and data-driven selection skills to lower your cost-per-part while maintaining metallurgical excellence.
Why Proper Stainless Steel Weld Grinding Best Grit Sequence Avoids Costly Mistakes
The goal of weld grinding is to level the weld bead to the parent metal’s height without gouging. Abrasive engineering follows a logarithmic progression of surface roughness (Ra). Using scientific stainless steel weld grinding best grit sequence can effectively shorten working hours. According to industry benchmarks, skipping more than one grit size in a sequence increases total labor time by up to 40% because the finer belt must work twice as hard to remove the deep scratches left by the coarse initial pass.
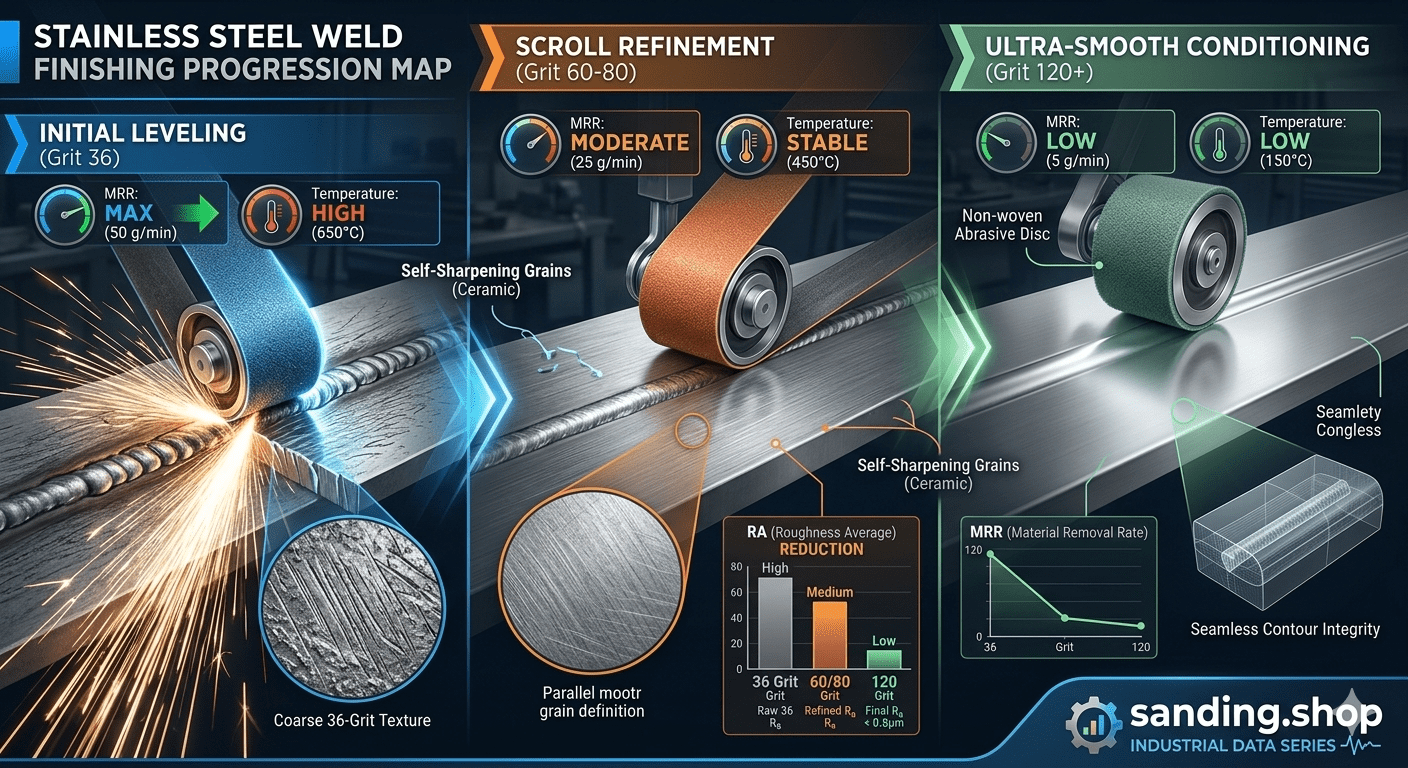
- 1. Leveling (The Heavy Lift): The initial pass requires high-performance minerals like Ceramic Alumina. This stage focuses on unit pressure to shear the weld bead quickly.
- 2. Blending (The Transition): Moving to intermediate grits removes the “troughs” left by the leveling stage, preparing the surface for a uniform scratch pattern.
- 3. Finishing (The Final Polish): Using flexible J-weight or F-weight backings at this stage ensures the abrasive contours to the metal, avoiding grit skipping and flat spots.
[Image: Infographic showing the Ra value reduction through a 36-60-80-120 grit sequence]
Industry Technical Data Reference for Weld Grinding Grit Selection
Data provided by the Abrasive Engineering Society (AES) and 3M Abrasive Systems Division highlights the efficiency of Ceramic minerals on stainless steel:
- Material Removal Rate (MRR): Ceramic grain belts (Grit 36) maintain a 200% higher cut rate on 304 Stainless Steel compared to standard Zirconia belts over a 10-minute grinding cycle.
- Heat Dissipation: The use of an “Active Grinding Aid” (Supersize coat) on high-quality belts reduces interface temperature by 150°C, preventing the chromium depletion that causes rust.
- Data Source: 3M Technical Data: Cubitron™ II Performance Benchmarks
Practical Stainless Steel Weld Grinding Best Grit Sequence For Different Scenarios
Different welding thickness and usage demand match exclusive stainless steel weld grinding best grit sequence to get ideal finish.
Scenario A: Heavy Industrial MIG Weld Leveling (3-5mm Reinforcement)
The Challenge: Rapidly removing large MIG weld beads on structural stainless frames without overheating the base metal.
Actionable Sequence:
- Step 1 (Leveling): Use a 36 Grit Ceramic Belt. Apply firm activation pressure to engage the self-sharpening grains.
- Step 2 (Smoothing): Transition to a 60 Grit Ceramic. This removes 36-grit scratches and levels the surface to within microns of the parent metal.
- Step 3 (Blending): Finish with an 80 Grit Zirconia or Ceramic to match a standard #4 brushed finish.
Scenario B: Aesthetic TIG Weld Finishing (Furniture & Food Grade)
The Challenge: Making a TIG weld completely “disappear” while ensuring a sanitary, ultra-smooth surface.
Actionable Sequence:
- Step 1: Start with 60 or 80 Grit Ceramic (Ceramic is cooler than Zirconia for thin-wall tubing).
- Step 2: Move to 120 Grit Silicon Carbide for a tighter, more reflective scratch pattern.
- Step 3: Final pass with a Non-Woven (Surface Conditioning) Belt to unify the luster and remove any microscopic burrs.
Common Questions About Stainless Steel Weld Grinding Best Grit Sequence
Many fabricators have doubts about stainless steel weld grinding best grit sequence in daily operation.
Q1: Can I use the same belt for Carbon Steel and Stainless Steel?
A: Never. Cross-contamination is a leading cause of “tea staining” (surface rust) on stainless steel. Carbon steel particles embedded in the stainless will oxidize. Always dedicate specific belts for stainless work.
Q2: Why is my belt “loading up” (clogging) so quickly on stainless welds?
A: This is likely belt glazing. Stainless steel is “gummy.” If you don’t use enough activation pressure, the grains rub rather than cut, causing metal to melt into the belt. Increase pressure or use a belt with a grinding aid (Supersize coating).
Q3: Is a higher SFPM always better for weld grinding?
A: No. While high SFPM increases removal rate, it also increases heat. For stainless, stay between 4,500 and 6,000 SFPM. Exceeding this often leads to grinding burn and structural weakening of the weld.
Formal Industry References & Compliance
This technical guide follows established global standards for metal finishing:
- AWS (American Welding Society): Recommended practices for finishing stainless steel welds.
- FEPA: Standardized grit sizes for coated abrasives. fepa-abrasives.org
Choosing the correct stainless steel weld grinding best grit sequence can cut down rework frequency and greatly improve finished product qualification rate in daily metal fabrication jobs.