
Solving End-Grain Burning: Professional Sanding Strategies for Hardwoods
Sanding the end-grain of dense hardwoods like Oak, Mahogany, or Walnut is one of the most challenging tasks in high-end furniture manufacturing. The exposed tubular structure of the wood fibers acts as a heat sink, and because end-grain is significantly harder than face-grain, it generates extreme friction. This often results in [grinding burn]—unsightly dark marks that are nearly impossible to remove without changing the part’s dimensions. At sanding.shop, we focus on managing the [interface temperature] to ensure flawless results.
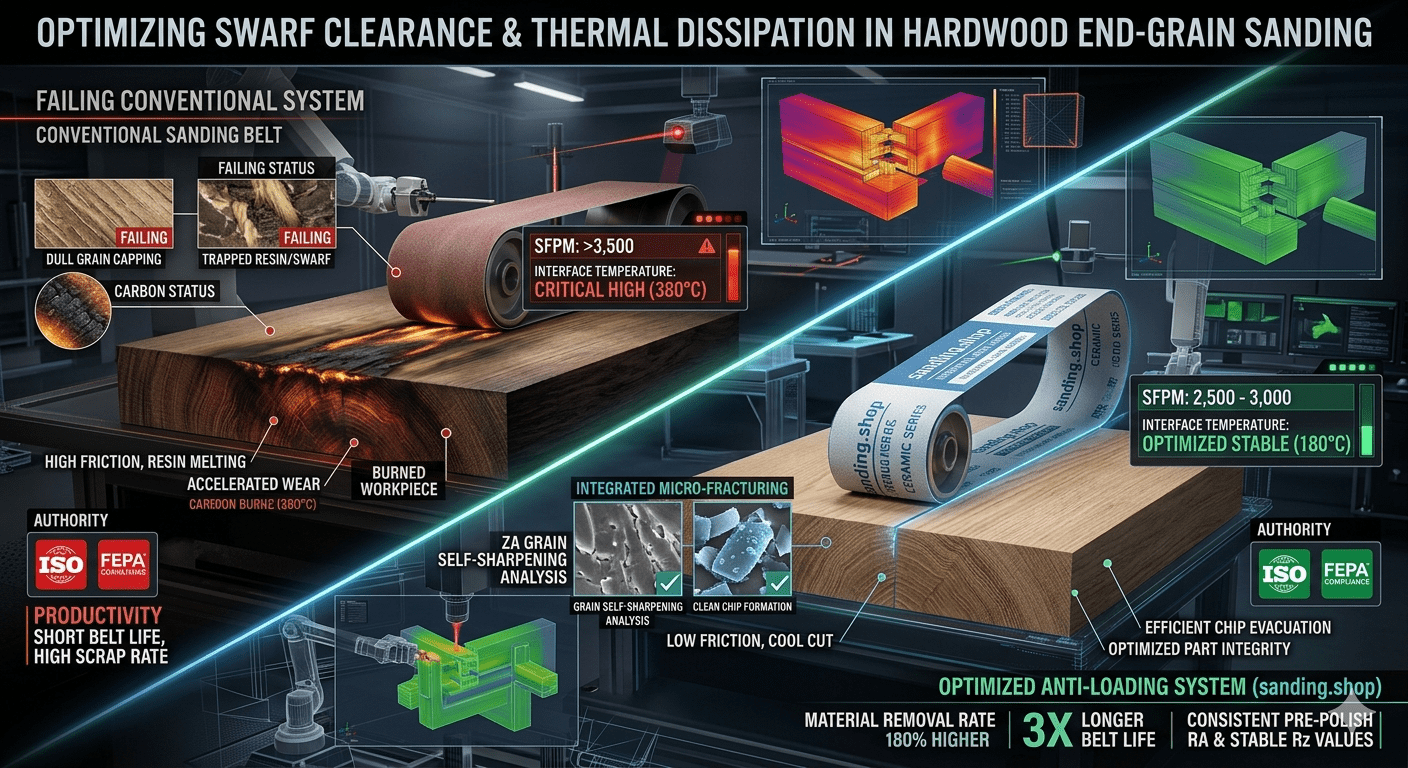
Infographic: sanding.shop Industrial Data Series – Visualization of Thermal Dissipation in Hardwood Processing
Why Hardwoods Burn: The Physics of Friction
Burning occurs when the wood surface reaches its ignition temperature due to poor [swarf clearance] and excessive belt speed. Unlike metal, wood is an insulator; the heat stays at the interface, leading to [accelerated thermal wear] of the abrasive and carbonization of the wood resins.
- Resin Loading: Natural oils in hardwoods like Mahogany melt and clog the belt, creating a smooth surface that rubs rather than cuts.
- Dull Grains: Using standard Aluminum Oxide on end-grain leads to “Micro-Capping,” where the grain rounds over and generates 380°C+ heat.
- Improper SFPM: Running belts at speeds designed for face-grain (above 3,500 SFPM) is the #1 cause of end-grain failure.
Industry Benchmarks & Data
Technical research from the Wood Components Manufacturers Association (WCMA) emphasizes the importance of abrasive open-coat structures:
- Heat Reduction: Open-coat Ceramic Alumina belts reduce interface heat by 40% compared to closed-coat alternatives.
- Feed Speed: Increasing the feed rate (not the belt speed) reduces the “dwell time” of the abrasive, preventing localized burning.
- Source: WCMA: Industrial Woodworking Standards
Scenario-Based Solutions
Scenario A: Edge-Sanding Heavy Oak Table Tops
Challenge: Large end-grain surfaces burning at the corners during the final smoothing pass.
Solution: Switch to a Grit 120 Zirconia Alumina (ZA) belt with an open coat. Lower your belt speed to 2,500 – 3,000 SFPM. The self-sharpening ZA grain fractures under the pressure of the hardwood, maintaining a “cool cut” mechanics at 180°C.
Scenario B: Intricate Mahogany Moldings
Challenge: Burn marks in tight profiles where swarf cannot easily escape.
Solution: Use a J-weight flexible belt with an anti-static coating. The anti-static properties facilitate better [swarf clearance], preventing the dust from re-welding into the wood pores.
Technical FAQ: Hardwood Sanding Mastery
1. Can I “sand out” a burn mark?
No. Sanding a burn mark often creates a “hollow” in the wood. You must use a scraper or a fresh, sharp 80-grit belt at low speed to remove the carbonized layer before progressing through the grits.
2. Why do newer belts burn less than older ones?
New belts have sharp grain peaks. As they wear, they lose their ability to fracture (Micro-Capping), increasing the contact area and friction. Our HONGXIN Ceramic Series is designed to stay sharp 3x longer.
3. Is “open coat” better for all hardwoods?
For end-grain and resinous woods (like Pine or Cherry), yes. The extra space between grains allows for [efficient chip evacuation], which is critical for cooling.
4. Does the grit sequence matter for burning?
Absolutely. Jumping too many grits (e.g., 80 to 220) forces the fine grit to work too hard, leading to heat buildup. Follow a consistent 80 -> 120 -> 180 progression.
5. Should I use a lubricant on wood?
For industrial applications, we recommend “dry” lubricants or anti-loading sticks. Never use liquid coolants on wood as they will raise the grain and ruin the finish.
B2B Productivity Insight
Burning isn’t just an aesthetic issue—it ruins your [surface Ra maintenance] and increases finishing costs. Our Optimized Anti-Loading System belts are engineered to provide a stable 180°C interface. Reduce your scrap rate today at sanding.shop.