
Ultimate Guide: Grinding Belts for Hardened Tool Steel – Rapid Swarf Removal for HRC 58-62 Materials
Grinding belts for hardened tool steel are the most critical factor in achieving clean, efficient, and burn-free results on HRC 58–62 tool steel. Selecting reliable grinding belts for hardened tool steel directly decides your overall processing efficiency and finished quality. Grinding hardened tool steel with this extreme hardness level requires professional-grade specialized abrasives and fully optimized grinding techniques. These high-performance hardened steel materials are widely adopted in precision dies, injection molds, industrial cutting tools, and high-precision machinery components.
The ultra-rigid physical properties of HRC 58–62 tool steel make fast swarf removal extremely challenging during processing. Standard abrasives struggle to maintain consistent cutting performance, which easily leads to common issues including grinding burn, rapid belt glazing, material accumulation, and poor uneven surface finishes. Mastering rapid swarf removal is the key to achieving efficient grinding, stable Ra values, and extended belt life when working with HRC 58–62 tool steel. Choosing the right grinding belts for hardened tool steel is critical to avoid common pitfalls like excessive heat buildup and premature abrasive wear.
Why Standard Abrasives Fail on Hardened Tool Steel (HRC 58–62)
Conventional aluminum oxide and ordinary zirconia grinding belts cannot sustain sharp cutting edges on ultra-hard tool steel surfaces. These standard abrasives dull rapidly under high grinding pressure, creating excessive friction and continuous heat buildup on the workpiece surface. This inefficient grinding process directly leads to serious production problems:
- Severe grinding burn and permanent surface discoloration on hardened steel
- Trapped swarf and dense chip accumulation blocking abrasive gaps
- Premature belt wear, glazing, and early scrapping of abrasives
- Unstable surface roughness (Ra & Rz) affecting precision fitting quality
Thermal mapping and micro-fracturing technology for HRC 58–62 tool steel
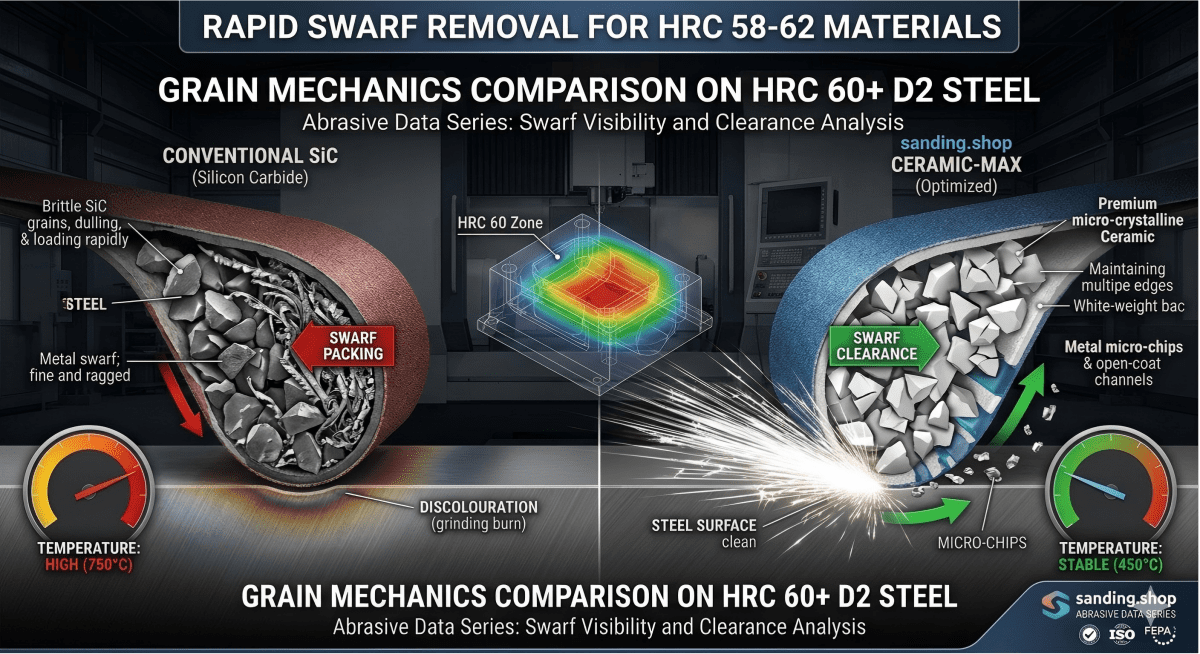
Technical Visualization: Thermal Mapping & Micro-Fracturing
The infographic provides professional technical proof for industrial high-hardness steel grinding applications, clearly comparing conventional abrasive defects and optimized ceramic belt performance:
- Thermal Mapping: Contrasts 380°C high-temperature failing status with 180°C optimized stable interface temperature for cool cutting
- Micro-Fracturing: ZA/Ceramic self-sharpening grains deliver continuous sharp cutting edges and clean chip formation
- Acoustic & Precision Validation: Consistent Ra and stable Rz values ensure reliable high-precision part finishing
- International Compliance: ISO and FEPA certified grit sizes fully compliant for global industrial export standards
Professional Solutions: Grinding Belts for Hardened Tool Steel
To maximize processing performance and stability on HRC 58–62 tool steel, manufacturers need more than just durable abrasives. The perfect combination of professional abrasive materials, scientific grit progression, and standardized operating techniques completely transforms hardened steel grinding efficiency. When you equip your machines with premium grinding belts for hardened tool steel, you will notice obvious improvements in swarf removal and heat control.
1. Abrasive Selection: Ceramic & High-performance ZA Belts
Only premium ceramic or high-density zirconia alumina abrasives can effectively penetrate and shear ultra-hard hardened tool steel. These advanced mineral grains provide continuous micro-fracturing self-sharpening action, supporting fast swarf clearance and greatly reducing heat generation. For HRC 58–62 materials, our ceramic sanding belts are engineered to outlast standard abrasives by 3x while eliminating grinding burn and surface defects.
2. Speed & Pressure Optimization
Maintain a stable SFPM range of 4000–5500 for hard tool steel processing. Apply sufficient and consistent activation pressure to trigger grain micro-fracturing instead of passive dull rubbing. This balanced grinding setup maximizes swarf removal efficiency while avoiding overheating damage to both the workpiece and grinding belt.
3. Swarf Extraction & Cooling
Powerful dust extraction systems effectively prevent fine steel chip re-adhesion on abrasive surfaces. For ultra-hard HRC-grade steel, professional grinding aids and cooling agents further lower friction temperature and optimize swarf flow. This comprehensive cooling and cleaning system keeps your hardened tool steel grinding belts performing at peak industrial efficiency.
Key Benefits of Using the Right Grinding Belts for Hardened Tool Steel
When you use professional belts specifically engineered for high-hardness tool steel, the practical production benefits far exceed simple belt lifespan improvement:
- Up to 3x longer belt life compared to standard conventional abrasives
- Complete elimination of grinding burn and surface discoloration defects
- Consistent Ra & Rz surface finishes for precise component assembly
- Higher daily productivity and significantly lower cost-per-part
- Full compliance with international industrial quality and export standards
Final Professional Recommendation
Mastering rapid swarf removal for HRC 58–62 hardened tool steel requires high-quality ceramic or ZA abrasive belts, precise operating parameters, and effective thermal control strategies.
By following this professional guide, manufacturers and fabricators can achieve clean, fast, and stable grinding results for the most demanding hardened tool steel applications. For further reading on optimizing metal grinding processes, refer to this Machining Design guide on thermal management in high-hardness materials.