
Grain Distribution Uniformity: Why Visually “Irregular” Abrasives are a High-Performance Feature
In the world of precision metalworking and woodworking, buyers often look for absolute visual uniformity on a sanding belt.
A smooth, perfectly even surface of abrasive grains seems to signal quality. However, advanced abrasive engineering reveals a different reality.
On heavy-duty and high-removal applications, a visually “irregular” or multi-layered grain distribution uniformity is frequently the hallmark of a high-performance abrasive.
Understanding the physics behind why uniform, closely packed grains can cause premature [belt glazing] is critical.
It also helps you see why an engineered, open, or patterned distribution prevents it.
This knowledge is key to mastering your [cost-per-part] and ensuring [activation pressure] is reached.
The Physics of Grain Distribution Uniformity: Uniformity vs. Chip Clearance
The distribution of abrasive minerals governs the volume of material removed and the dissipation of heat. The two approaches differ fundamentally in their mechanics.
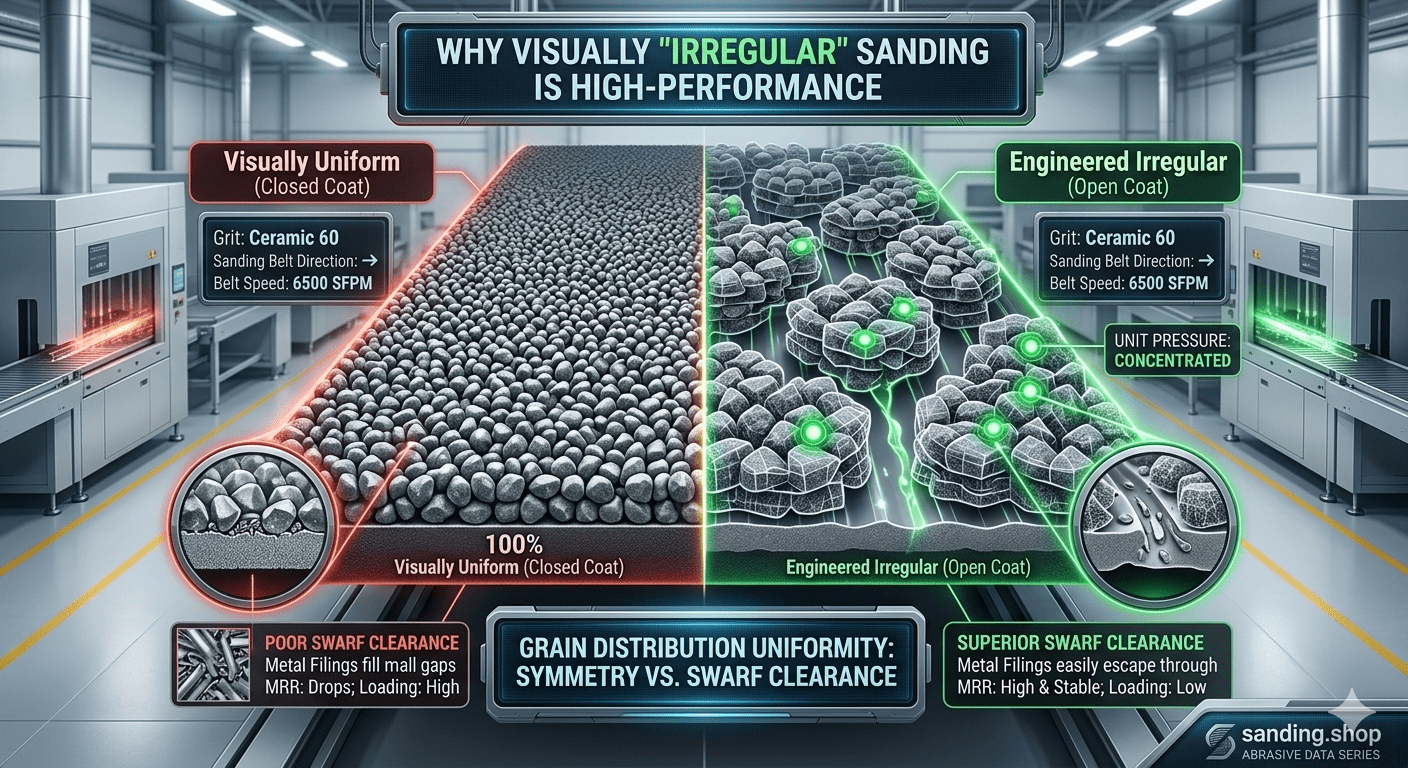
- 1. Visually Uniform (Closed Coat): In a closed-coat or highly uniform distribution, 100% of the backing surface is covered in abrasive grains.
- According to research by the Abrasive Engineering Society (AES), this creates a very high number of cutting points, which is ideal for fine, dry woods or soft metals.
- However, in heavy-stock removal (like steel forgings or high-alloy titanium), the lack of chip clearance causes rapid loading and [belt glazing].
- 2. Visually Irregular (Open / Patterned Coat): A semi-open or engineered irregular grain distribution leaves deliberate gaps between the minerals.
- Under load, these gaps act as pathways for swarf (metal or wood dust) to escape.
- This concentration of force maximizes the [unit pressure] on each individual grain, helping it self-sharpen and preventing friction-induced [grinding burn].
[Image: Microscopic comparison of visually uniform vs. engineered irregular abrasive distribution]
Industry Technical Data Reference
Data compiled by the UAMA (Unified Abrasives Manufacturers Association) and testing from 3A Abrasive Systems quantify the difference in high-stock removal applications.
- Material Removal Rate (MRR): An engineered open-coat belt with irregular grain spacing achieved a 30-35% higher material removal rate over time on tough metals than a standard uniform closed-coat belt.
- Heat Reduction: The open spacing reduced localized interface temperature by over 20%, significantly lowering the risk of [grinding burn] on heat-sensitive alloys.
- Data Source: 3M Technical Bulletin: Proper Use of Coated Abrasives
Scenario-Based Solutions: Optimizing Your Abrasive Selection
Scenario A: Automated Heavy-Stock Removal on Cast Iron
The Challenge: A robot grinding cell is cleaning up parting lines on heavy cast iron. The belt is loading up after only 3 minutes of operation.
Actionable Fix:
- 1. Switch to a Patterned Open-Coat Belt. Do not select a visually dense, fine-grained option. The open-coat design with engineered, irregular grain clusters allows cast iron chips to clear without packing the abrasive.
- 2. Match with the Right Durometer. Couple the open-coat belt with a hard 90 Shore A wheel to ensure concentrated [activation pressure] on the primary grains.
Scenario B: Manual Contouring of Titanium or Stainless Steel
The Challenge: An operator is working on manual contours where the belt is wearing out on the edges, and the cut rate is dropping, leaving an uneven finish.
Actionable Fix:
- 1. Utilize Flexible J-weight Belts with Irregular Spacing. The irregular spacing allows the belt to flex more naturally around tight radii without shedding minerals prematurely.
- 2. Clean Regularly. Use [crepe rubber] sticks to remove any debris from the open gaps to maintain a high cut rate throughout the belt life.
Technical FAQ: Grain Distribution Uniformity and Belt Design
Q1: Why does an irregular grain distribution look “muddy” or less refined?
A: It is simply designed for function over form. The visual irregularities are intentional gaps (chip clearance zones) that prevent the abrasive from loading up with swarf.
It is not a defect, but an engineered feature of high-performance **[sanding belts]**.
Q2: Can an open-coat belt achieve a high-quality surface finish?
A: Yes, in the right sequence. While a closed-coat belt is better for an absolute mirror shine on flat surfaces, an open-coat or engineered irregular belt is superior when intermediate sanding.
It helps avoid [grit skipping] and thermal deformation on hard materials.
Q3: Does the direction of the belt joint affect the grain distribution?
A: Yes. If you have an irregular or open-coat belt, make sure you maintain the direction by noting the [sanding belt direction] upon installation.
This ensures uniform wear facets on the irregularly spaced minerals.
Formal Industry References & Compliance
This technical guide follows established global metalworking and abrasive standards.
- FEPA: Grain size and distribution measurement standards for coated abrasives. fepa-abrasives.org
- UAMA: Standard Guide for testing coated abrasive performance and chip clearance.
At sanding.shop, we design irregular, open-coat grain clusters to maximize swarf clearance and lower your total [cost-per-part].
Check out our High-Performance Open-Coat Series and talk to an expert today.