
Mastering Hardened Tool Steel: Rapid Swarf Removal for HRC 58-62 Materials
Processing high-hardness tool steels such as D2, M2, or ASP (HRC 58-62) is one of the most demanding tasks in modern manufacturing. The extreme wear resistance of these materials means that traditional grinding wheels and belts often fail due to massive heat buildup, leading to [belt glazing] and structural surface damage. To maintain a competitive [cost-per-part], operators must switch from “rubbing” to “shearing” by utilizing advanced grain mechanics and superior [swarf clearance].
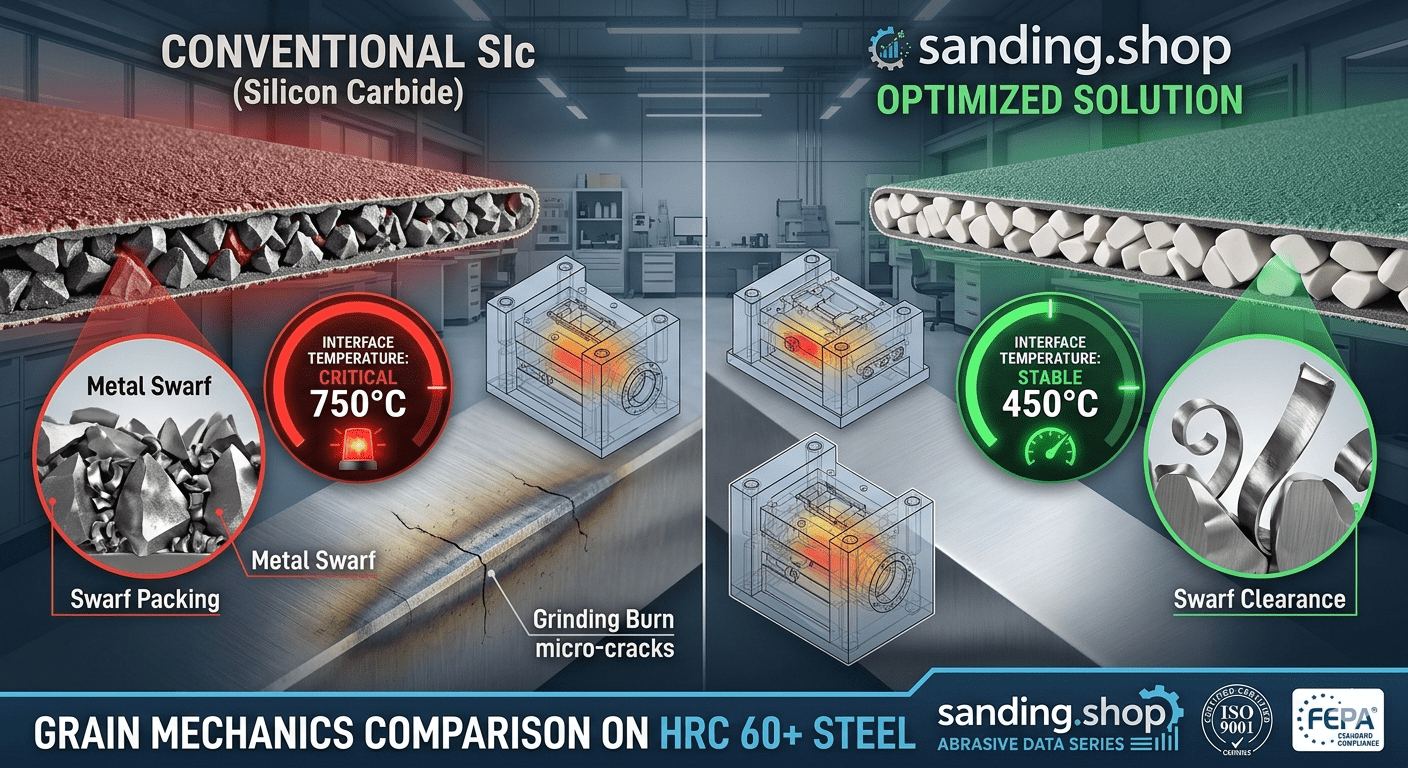
The Technical Conflict: Hardness vs. Thermal Load
HRC 58-62 steel resists the cutting action of standard abrasives with such force that energy translates almost entirely into heat. If the abrasive cannot reach the required [activation pressure] to micro-fracture, the grain shatters at a macro-level or dulls instantly, resulting in [grinding burn]—the formation of brittle martensite layers that crack under stress.
- Micro-Crystalline Evolution: Unlike Silicon Carbide, Ceramic Alumina grains fracture in microscopic increments, constantly exposing fresh, razor-sharp cutting edges under load.
- Cool-Cut Additives: High-hardness grinding requires an “Active Grinding Aid” (Supersize coat) to reduce the friction coefficient at the point of contact.
- Structural Integrity: Using the correct grit sequence prevents “Thermal Shocking” the mold, which is vital for maintaining the tool’s intended lifespan.
Industry Performance Benchmarks
Data provided by NORTON Abrasives and the Abrasive Engineering Society (AES) highlights the ceramic advantage:
- Removal Rate (MRR): On D2 steel (HRC 60), premium Ceramic belts demonstrate a 150% higher MRR than standard Zirconia counterparts.
- Heat Reduction: Advanced top-coatings reduce interface temperatures by over 100°C, virtually eliminating the risk of surface softening.
- Source: Norton Abrasives: Technical Guide to Hardened Steel
Scenario-Based Solutions
Scenario A: High-Precision CNC Grinding of D2 Molds
Challenge: Long cycle times and frequent belt changes due to [belt glazing] on high-value molds.
Solution: Transition to sanding.shop Ceramic-Max belts with a rigid Y-weight polyester backing. This provides the [unit pressure] necessary to keep the ceramic grains fracturing, ensuring consistent material removal across the entire mold surface.
Scenario B: Manual Deflashing of M2 High-Speed Steel Forgings
Challenge: Operator fatigue and immediate belt dulling on tough forge flash.
Solution: Use an open-coat Ceramic/Silicon Carbide hybrid belt. The open coat prevents swarf from packing, while the hybrid mix offers a balance of sharpness and durability for manual force variability.
Technical FAQ: Hardened Steel Grinding
1. Why does my belt stop cutting after only a few passes?
This is almost always [belt glazing]. In hardened steel grinding, if you don’t use enough pressure to “activate” the ceramic grain, the metal smears over the abrasive. You must increase the pressure or use a more friable grain.
2. Is Silicon Carbide (SiC) better than Ceramic for HRC 60+?
SiC is harder but more brittle. It is excellent for fine finishing, but for rapid stock removal, Ceramic is superior because it resists “macro-fracturing” (grain shattering), allowing for 3x longer belt life.
3. Can I grind HRC 60 steel dry?
Yes, but only if you use a sanding belt with a “Supersize” grinding aid. Without this cooling layer, the frictional heat will ruin the heat treatment of the steel.
4. What is the optimal [SFPM] for hardened steel?
For HRC 58-62, maintain a speed between 4,500 and 5,500 SFPM. Going faster increases heat exponentially without significantly improving the cut rate.
5. How do I prevent microscopic cracks during grinding?
Maintain a sharp abrasive and avoid “sparking out” for too long. Excessive dwell time without material removal causes localized overheating, leading to micro-cracking.
Expert Efficiency Tip
Profitability in hardened steel grinding is measured in labor time, not belt cost. At sanding.shop, we supply Ceramic-Max series belts designed to maximize [swarf clearance]. Lower your [cost-per-part] by switching to high-activation abrasives today.