
Edge Wear Management: Optimizing Workpiece Entry Angle on Wide Belt Sanders
In high-throughput woodworking and metal finishing, premature sanding belt edge wear is a frequent cause of production bottlenecks. Mastering edge wear management is critical to lowering operational costs.
When the edges of a wide belt degrade significantly faster than the center, it forces premature disposal of the entire belt, driving up your overall cost-per-part.
While many operators assume edge wear is solely an issue with machine tensioning or contact wheel durometer, the workpiece entry angle is the hidden variable that controls load distribution. Proper edge wear management starts with understanding this key factor.
Understanding the physics of localized stress and how adjusting the workpiece entry angle or feed skew can redistribute the load is critical to extending abrasive life and improving calibration precision.
This is the foundation of effective edge wear management for high-volume production.
Edge Wear Management: The Mechanics of Load Concentration
The edges of a wide sanding belt often experience the highest impact force and thermal stress. The mechanics of this phenomenon include:
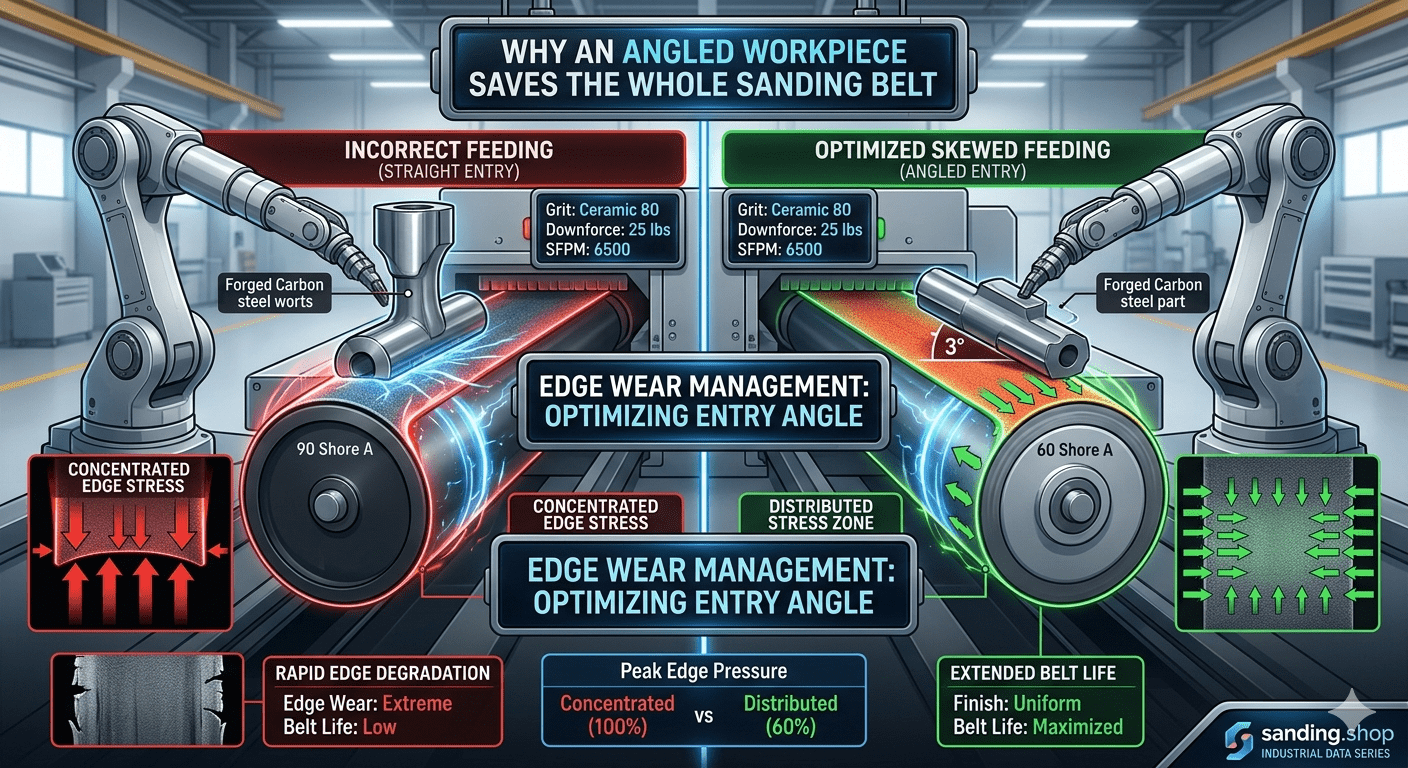
- 1. In-Feed Shock: When a rigid workpiece enters the sander at a strictly perpendicular (90-degree) angle, the entire leading edge of the part hits the abrasive at once. This concentrated impact strips the minerals from the outer edges of the belt much faster than the center.
- 2. Heat Generation: Concentrated pressure on the edges generates high friction, leading to [belt glazing] and premature bonding failure at the margins.
- 3. [Static Buildup]: Heavy material removal at the edges creates localized static and dust packing, which further accelerates wear and [grinding burn].
[Image: Wide belt sander entry angle comparison showing straight feeding vs. optimized skewed feeding]
Industry Technical Data Reference
Data compiled by the Wood Machinery Manufacturers of America (WMMA) and operational testing from Timesavers Inc. quantify the impact of entry angle optimization on edge wear management:
- Abrasive Life Extension: Skewing the workpiece entry angle (or adjusting the feed table slightly off-parallel) extends abrasive belt life by up to 25% to 30%.
- Pressure Reduction: The maximum impact force on the belt edges is reduced by 40% when the entry angle is offset, spreading the load evenly across the [J-weight vs. F-weight] backing.
- Data Source: Timesavers Inc.: Technical Guide to Wide Belt Sanding Optimization
Scenario-Based Solutions: Adjusting the Entry Angle
Scenario A: Processing Wide MDF or Hardwood Panels
The Challenge: The edges of the 52″ belt are wearing out after only 20 hours, while the center of the belt remains relatively fresh.
Actionable Fix:
- 1. Adjust the Feed Angle (Skewed Feeding). If the machine allows, skew the conveyor feed table or guide fence slightly (1 to 2 degrees) relative to the sanding drum axis. This prevents the panel’s leading edge from striking the entire belt edge simultaneously.
- 2. Match with the Right Durometer. Ensure you are using an appropriate durometer, such as a 60 Shore A contact wheel or a medium-soft platen, to distribute the entry shock.
Scenario B: Manual Sanding on a Wide Edge Belt Machine
The Challenge: Manual operation results in operator-induced pressure variations, causing the corners of the parts to tear the edges of the belt.
Actionable Fix:
- 1. Introduce an Oscillating Entry. Ensure the oscillation stroke is correctly calibrated to continuously vary the entry zone of the workpiece across the belt.
- 2. Clean and Maintain. Routinely clean the belt with a [crepe rubber] stick to clear abrasive swarf from the edge margins.
Technical FAQ: Edge Wear and Abrasive Optimization
Q1: Why do only the left and right edges of my wide belt wear down while the center is untouched?
A: This “dished” wear pattern indicates that the workpiece is striking the belt at a concentrated angle of impact, or the feed tension is too tight on the margins. Adjusting the [unit pressure] and feeding the panel at a slight angle can prevent this edge concentration and improve edge wear management.
Q2: Will changing the entry angle of the panel affect the calibration thickness?
A: A very slight angle (1 to 2 degrees) will not alter the panel’s final thickness, but it will significantly improve the surface finish by eliminating linear scratch patterns and reducing [grit skipping].
Q3: How does the entry angle relate to [sanding belt direction]?
A: If the belt is maintained in one direction, the wear facet on the abrasive grains will become uniform. Adjusting the entry angle slightly helps the grains clear swarf more efficiently without dulling the leading edge of the grain.
Formal Industry References & Compliance
This technical guide follows established global woodworking and abrasive standards, all relevant to effective edge wear management:
- FEPA: Technical documentation on abrasive wear and safety. fepa-abrasives.org
- ANSI B7.7: Safety requirements for the use of coated abrasives.
At sanding.shop, we design our wide belts with reinforced edge margins to resist wear, but optimizing your machine entry angle remains key to maximizing total [cost-per-part].
Explore our High-Performance Wide Belt Series and talk to an expert today.