
Carbon Steel Deburring: Is Aluminum Oxide or Zirconia Alumina More Cost-Effective?
Carbon steel deburring: Aluminum Oxide vs Zirconia Alumina is one of the most common cost-saving decisions for modern metal fabrication workshops. In the high-volume world of metal fabrication, deburring carbon steel is a daily necessity. The choice between Aluminum Oxide (AO) and Zirconia Alumina (ZA) often comes down to a fundamental question: which one provides the best [cost-per-part]? While ZA has a higher upfront cost, its [swarf clearance] capabilities and self-sharpening properties often outperform AO in heavy-duty applications. Understanding the tipping point between these two minerals is key to optimizing your production ROI for carbon steel deburring tasks.
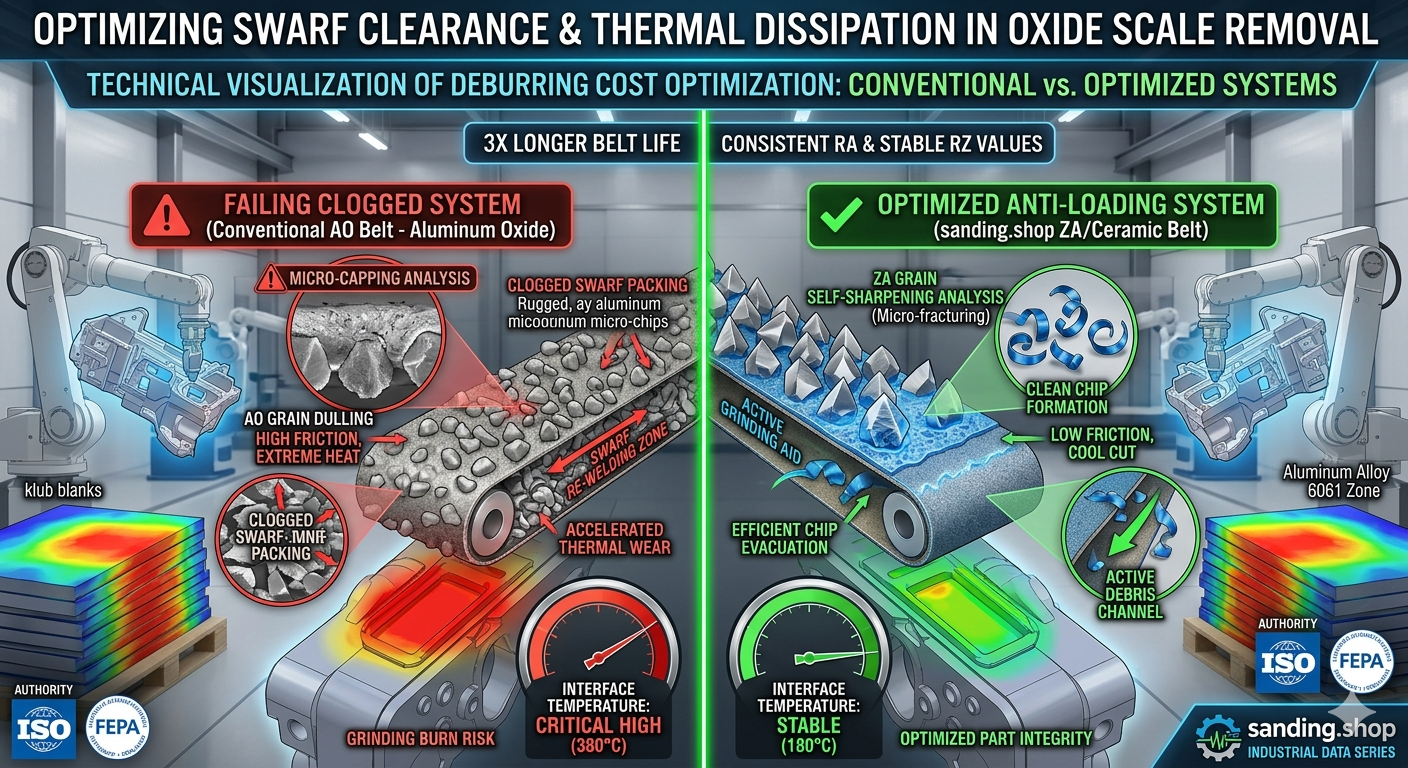
Infographic: sanding.shop Industrial Data Series – Visualization of Swarf Clearance and Thermal Dissipation in Metal Preparation
Carbon Steel Deburring: Mineral Breakdown – AO vs ZA Properties vs. Price
To evaluate cost-effectiveness for carbon steel deburring, we must look beyond the price of a single sanding belt and analyze total tool life and labor efficiency. This direct comparison of carbon steel deburring aluminum oxide vs zirconia alumina reveals clear use-case advantages for each material.
- Aluminum Oxide (AO): A versatile, low-cost mineral. It is excellent for light-duty deburring but tends to “dull” quickly on hard carbon steel scale, leading to increased friction and [grinding burn].
- Zirconia Alumina (ZA): A high-performance grain that self-sharpens as it fractures. This micro-fracturing keeps the belt sharp throughout its life, maintaining a consistent Material Removal Rate (MRR) for carbon steel deburring.
Carbon Steel Deburring: AO vs ZA Industry Performance Data
Authoritative tests on carbon steel deburring highlight the following benchmarks for both abrasives:
- Longevity: Zirconia Alumina belts typically last 2x to 3x longer than standard Aluminum Oxide in medium-to-high pressure applications.
- Efficiency: ZA maintains a stable interface temperature of approximately 180°C, whereas AO can spike to 380°C as it dulls, causing “Swarf Packing” and belt failure.
Scenario-Based Solutions for Carbon Steel Deburring: AO vs ZA
The right choice in carbon steel deburring aluminum oxide vs zirconia alumina depends entirely on your production volume and pressure requirements.
Scenario A: High-Volume Production Laser Parts
Challenge: Removing thick slag and burrs from 1,000+ carbon steel parts daily. Cost-Effective Choice: Zirconia Alumina (ZA). The reduced downtime for belt changes and the faster [swarf clearance] translate to a significantly lower labor cost per part, even with a higher belt price.Scenario B: Occasional Manual Deburring & Maintenance
Challenge: Periodic cleaning of simple burrs on low-stress components. Cost-Effective Choice: Aluminum Oxide (AO). When the [unit pressure] is low and tool life is not the primary bottleneck, the lower upfront cost of AO makes it the logical economic choice.Technical FAQ: Carbon Steel Deburring AO vs ZA Cost Optimization
1. Why does my Zirconia belt feel “smooth” before it’s worn out?
This is usually due to insufficient [activation pressure]. Zirconia requires heavy pressure to fracture and stay sharp. If the pressure is too low, the grain dulls like AO. Increase your force to trigger the self-sharpening effect. This is a common question when evaluating carbon steel deburring aluminum oxide vs zirconia alumina, and the answer lies in pressure control.
2. Can I use AO for heavy slag removal?
You can, but it is not cost-effective. AO will heat up and “glaze” almost instantly under high heat, forcing you to replace the belt far more frequently than a ZA belt for carbon steel deburring work.
3. Does the [SFPM] speed differ between AO and ZA?
Yes. ZA performs best at higher speeds (5,500 – 6,500 SFPM) to facilitate grain fracture. AO is safer at moderate speeds (4,500 – 5,000 SFPM) to avoid premature thermal breakdown.
4. Is there a grit limit for Zirconia Alumina?
ZA is most cost-effective in coarser grits (Grit 24 to 120). For fine finishing (Grit 180+), Aluminum Oxide or Ceramic blends are often more efficient.
5. How do I calculate my true [cost-per-part]?
Divide the belt cost by the number of parts completed. Then, add the labor cost per hour divided by parts per hour. You will find that ZA usually wins in high-intensity carbon steel deburring environments.
Expert ROI Tip from sanding.shop
Don’t let the price tag fool you—labor is your biggest expense. Our Z-MAX Zirconia Series is engineered for maximum [swarf clearance], keeping your machines running 3x longer between changes. Lower your [cost-per-part] by switching to high-activation grains today. Explore our Carbon Steel Collection.