
Proven Fixes: Eliminating Belt Loading in Aluminum Alloy Processing: A Technical Guide
Belt Loading in Aluminum Alloy Processing remains one of the most pervasive productivity-limiting hurdles for metal fabricators.
Aluminum alloys (such as 6061 and 7075) are prized for their strength-to-weight ratio, but they present a unique finishing challenge: Loading.
Because aluminum has a low melting point and high ductility, grinding chips tend to “cold-weld” to the abrasive grains. This turns your high-performance sanding belt into a smooth surface that generates [grinding burn] rather than cutting metal.
To maintain a competitive [cost-per-part], operators must solve for [swarf clearance] and thermal management throughout belt loading in aluminum alloy processing workflows.
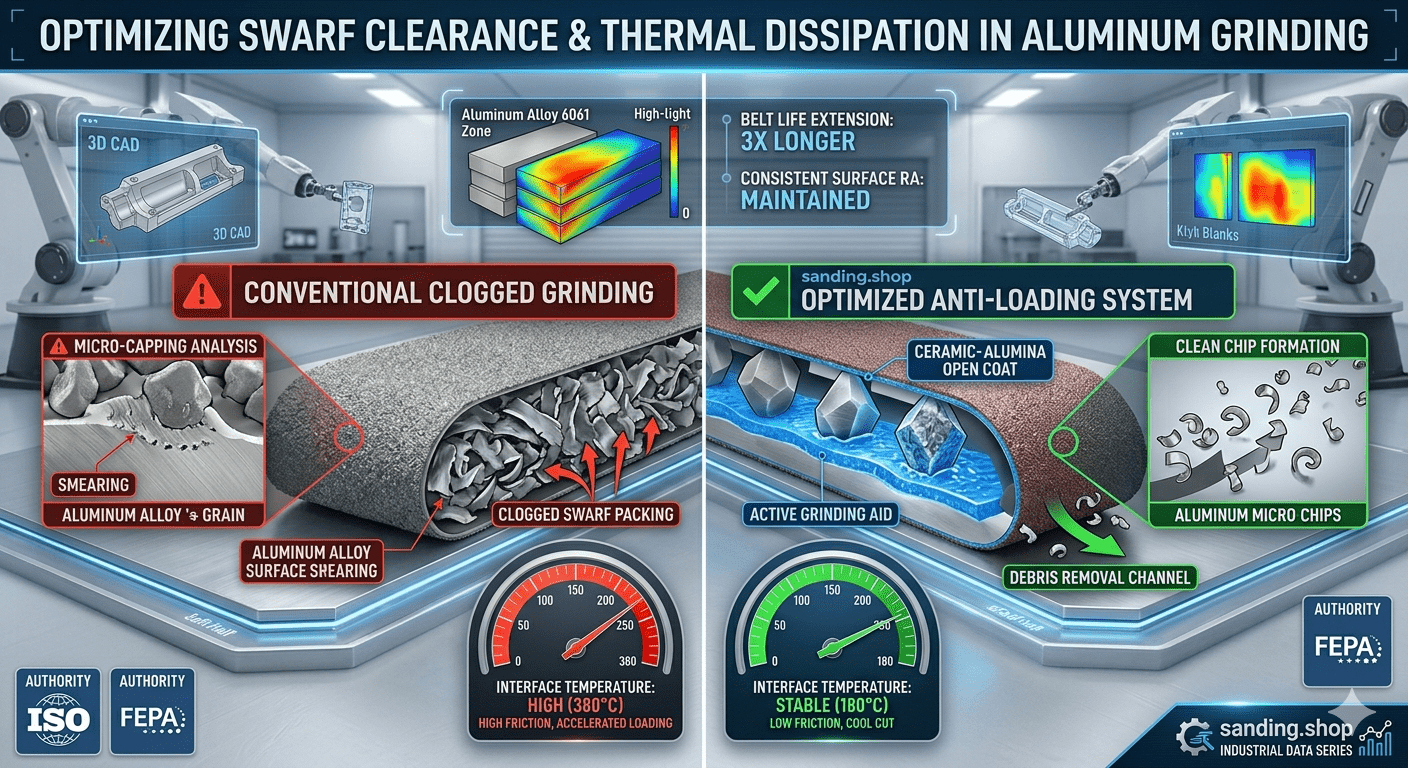
Infographic: sanding.shop Industrial Data Series – Comparative Analysis of Swarf Clearance in Aluminum Grinding
Belt Loading in Aluminum Alloy Processing: The Mechanics of Why Aluminum Sticks
Loading is not just surface debris; it is a thermal-mechanical failure directly responsible for poor outcomes in belt loading in aluminum alloy processing.
When the interface temperature reaches a critical threshold, aluminum micro-chips soften and pack into the valleys between abrasive grains.
This is often accelerated by [Static Buildup] in dry grinding environments.
- Micro-Capping: Initial metal adhesion to the grain tip that blunts the cutting edge.
- Swarf Packing: The physical filling of the abrasive coat, common in “Closed Coat” belts.
- Adhesion Wear: Occurs when the [unit pressure] is insufficient to fracture the grain, leading to friction instead of shearing.
Belt Loading in Aluminum Alloy Processing: Industry Performance Benchmarks
Data from Saint-Gobain Abrasives and Norton Technical Center confirms the impact of coat density on aluminum for controlling belt loading in aluminum alloy processing:
- Belt Life Extension: “Open Coat” abrasives, which have 50% to 70% grain coverage, provide up to 300% longer life in aluminum applications compared to standard closed coats.
- Friction Reduction: Specialized Stearate (anti-loading) coatings can reduce friction-generated heat by 30%.
- Source: Norton Abrasives: Solutions for Aluminum Grinding
Scenario-Based Fixes for Belt Loading in Aluminum Alloy Processing
Scenario A: High-Speed Deburring of Die-Cast Components
Challenge: Rapid clogging on complex edges within minutes of operation during high-volume belt loading in aluminum alloy processing.Solution: Switch to a Zirconia or Ceramic blend with an Open Coat. Ensure the [SFPM] (Surface Feet Per Minute) is reduced to 3,500–4,500. High speeds generate the flash heat that triggers loading.
Scenario B: Decorative Finishing of 6061 Panels
Challenge: Achieving a consistent Ra finish without “black smears” from loaded metal in cosmetic-grade belt loading in aluminum alloy processing.Solution: Utilize a sanding belt treated with a top-sized zinc stearate. If dry grinding, apply a dedicated grinding wax periodically to create a physical barrier between the chip and the resin bond.
Technical FAQ: Belt Loading in Aluminum Alloy Processing
1. Why is Ceramic sometimes worse than Zirconia for aluminum?
Ceramic grains require high [activation pressure] to self-sharpen. Because aluminum is soft, the pressure often isn’t high enough to fracture the ceramic, leading to rubbing and instant loading.
2. How does a Stearate coating actually work?
It acts like a non-stick coating. The stearate melts at low temperatures, creating a lubricating film that prevents aluminum chips from adhering to the abrasive grain or the resin.
3. Can I use a belt cleaner (crepe rubber) to fix a loaded belt?
Only partially. Crepe rubber is excellent for soft resins, but once aluminum has “cold-welded” to the grain, physical cleaning usually cannot restore the original sharpness.
4. Does [Static Buildup] affect loading?
Yes. Static charges in dry grinding can cause fine aluminum dust to cling to the belt surface, accelerating the packing of swarf into the coat.
5. What is the optimal coat density for aluminum?
An “Open Coat” (50-70% grain coverage) is the industrial standard for preventing loading by providing necessary [swarf clearance].
Expert Efficiency Tip from sanding.shop
In aluminum processing, swarf management is profit management. Our ALU-MAX Series features specialized open-coat spacing and anti-static backings to ensure your [cost-per-part] stays low.
Explore our Aluminum Abrasive Collection and stabilize your Ra values today.
Regular preventive maintenance is another overlooked method to cut down on belt loading in aluminum alloy processing.
Pre-cleaning workpieces to remove surface oil, release agent or fine metal shavings before grinding reduces contaminant buildup on abrasive surfaces, extending usable belt life and stabilizing daily production output.