
Titanium Machining Optimization: The Critical Synergy Between Coolant and Abrasive Belts
Titanium grinding with sanding belts and coolant requires a precise balance of abrasive technology and fluid chemistry to overcome the material’s unique challenges.
Titanium alloys, particularly Ti-6Al-4V, are prized in aerospace and medical industries for their strength-to-weight ratio, but they are notoriously difficult to grind.
The primary challenge is titanium’s low thermal conductivity and high chemical reactivity; heat generated at the cut interface does not dissipate into the part, but instead stays at the contact point, leading to catastrophic [grinding burn] and rapid [belt glazing]. Achieving a sustainable [cost-per-part] requires a precise marriage between high-performance sanding belts and specialized coolant chemistry.
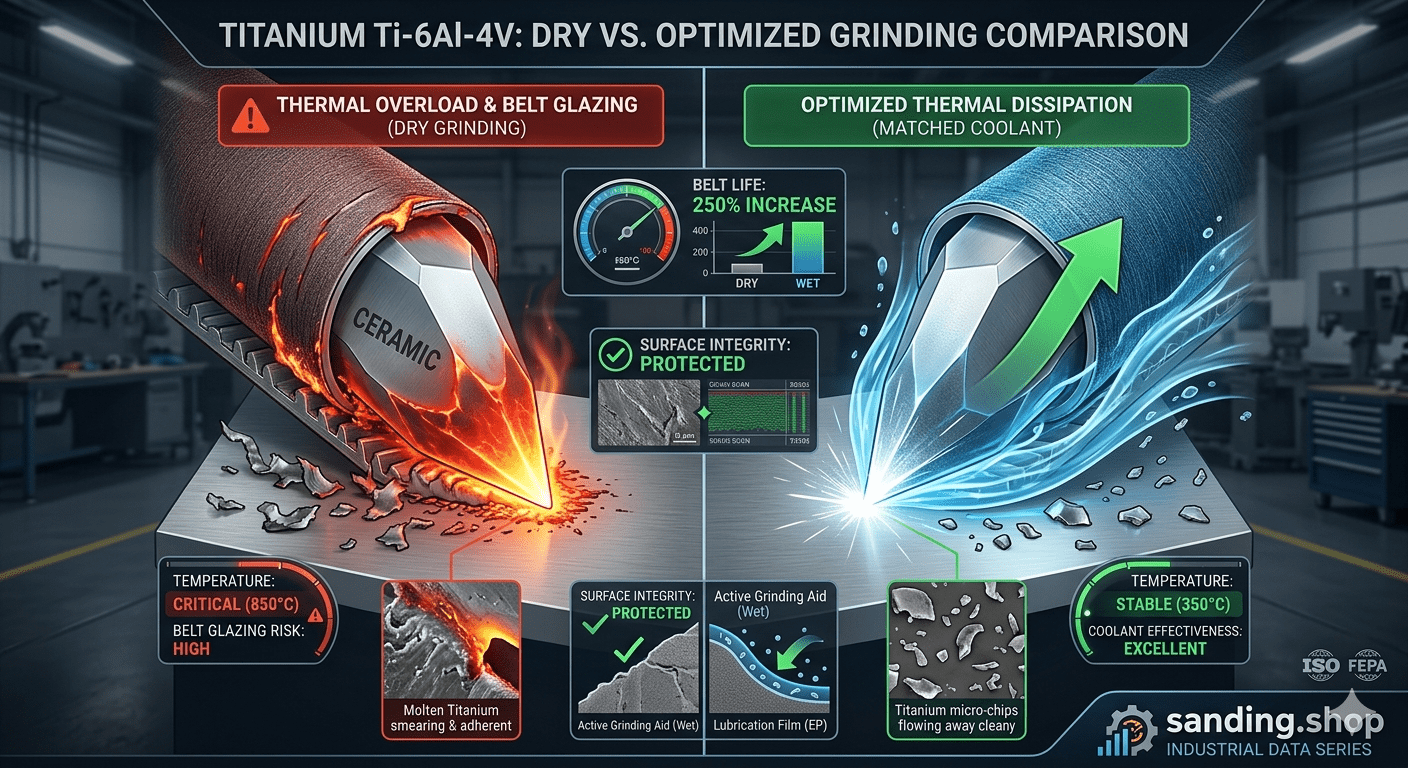
Without the correct coolant-to-belt matching, the titanium “smears” across the abrasive surface, leading to metallurgical damage that can fail critical safety inspections.
This is why mastering titanium grinding with sanding belts and coolant is non-negotiable for aerospace and medical applications.
Why Titanium Destroys Conventional Abrasive Systems for Titanium Grinding
Titanium is chemically active at grinding temperatures. This leads to a phenomenon called “adhesion wear,” where titanium micro-chips weld themselves to the abrasive grains.
Properly executed titanium grinding with sanding belts and coolant directly combats this issue.
- 1. The Thermal Barrier: Because titanium conducts heat poorly, 80% of the grinding energy stays in the abrasive mineral. This necessitates a coolant with high [thermal dissipation] properties to prevent the grains from shattering prematurely.
- 2. Coolant Chemistry: Standard oils often lack the extreme pressure (EP) additives required for titanium. Chlorinated or sulfurized synthetic coolants are often used to create a low-shear chemical film that prevents the titanium from welding to the sanding belt.
- 3. [Activation Pressure] and Self-Sharpening: For Ceramic Alumina minerals to work, they must reach a specific [activation pressure] to micro-fracture. The coolant must reduce friction just enough to prevent burning, but not so much that the grain slides over the titanium without cutting.
Industry Technical Data Benchmarks for Titanium Grinding
Data from the Aerospace Manufacturing and Design technical series and Master Fluid Solutions provides clear benchmarks for titanium finishing, including the impact of titanium grinding with sanding belts and coolant on performance:
- Belt Life Extension: Using a high-lubricity semi-synthetic coolant specifically formulated for aerospace alloys can increase the life of a Ceramic 60-grit belt by up to 250% compared to dry grinding.
- Surface Integrity: Controlled testing shows that flood cooling maintains a surface temperature below 450°C, preventing the formation of the brittle “Alpha Case” layer on Ti-6Al-4V.
- Data Source: Aerospace Manufacturing: Fluids for Titanium Grinding
Scenario Solutions: Matching Coolant to Sanding Belts for Titanium Grinding
Scenario A: High-Volume Robotic Grinding of Titanium Turbine Blades
The Challenge: Achieving an ultra-consistent Ra finish while preventing any localized [grinding burn] on thin-walled sections.
Actionable Protocol:
- 1. Belt Selection: Use a Polyester-backed (Y-weight) Ceramic belt. The waterproof backing is essential for full-flood coolant environments.
- 2. Coolant Selection: Use a high-oil semi-synthetic with heavy Ester-based lubricants. This ensures the [unit pressure] is directed into material removal, not friction.
- 3. [SFPM] Management: Keep [SFPM] lower than steel (approx. 2,500–3,500) to maximize the “quenching” effect of the coolant, a key factor in successful titanium grinding with sanding belts and coolant.
Scenario B: Manual Post-Processing of Titanium Medical Implants
The Problem: Operators experience rapid [belt glazing] and inconsistent finishes on complex curved surfaces.
Actionable Protocol:
- 1. Belt Selection: A flexible [J-weight vs. F-weight] backing with a specialized grinding aid (Supersize coat).
- 2. Coolant Selection: If flood cooling is not possible, use a high-viscosity grinding wax or mist coolant. This prevents the “sticky” titanium swarf from packing into the abrasive.
Technical FAQ: Titanium Grinding with Sanding Belts and Coolant
Q1: Can I use standard water-soluble oil for Titanium grinding?
A: It is risky. Standard oils lack the [thermal dissipation] and EP additives required. This often results in the titanium welding to the belt, leading to [belt glazing] within minutes. Always use fluids designed for titanium grinding with sanding belts and coolant.
Q2: Why does my belt lose its “bite” even when using coolant?
A: This is likely [Abrasive Aging] accelerated by “Chemical Capping.” If the coolant is too lean (too much water), it doesn’t provide enough lubrication to prevent titanium from capping the grain. Increase your coolant concentration.
Q3: Does [Static Buildup] occur during wet grinding?
A: While coolant significantly reduces static, fine titanium dust in the filtration system can still pose a risk. Ensure your coolant tank is properly filtered and your abrasive has an anti-static treatment to ensure clean swarf clearance.
Formal Industry References & Compliance
This technical guide follows established global aerospace and metallurgical standards for titanium processing, including the best practices for titanium grinding with sanding belts and coolant:
- SAE AMS: Aerospace Material Specifications for Titanium Machining.
- FEPA: Standardized grit sizes for coated abrasives. fepa-abrasives.org